BE275 Global Supply Chain and Operations Management Assignment Sample
Executive summary
Industry 4.0 has had a significant impact on every corner of the business sectors and its influences and effects on the operations of every business have been extremely relevant in today’s age. The technological advancements have brought in a new era in the business sectors and especially the concept Supply Chain Management (SCM) has seen significant enhancement in terms of the way SCM is operated in today’s age. It has also made the lives and work of people more efficient and decreased the number of errors, however, it has also replaced human labour to a large extent as well.
Introduction
Industry 4.0 comes with many advantages as well as disadvantages which need to be addressed properly so that optimum benefits may be derived from the advanced process. In this report, various aspects of Industry 4.0 will be discussed along with providing suitable recommendations to improve the implementation of Industry 4.0 in manufacturing and service sectors.
Critically analysing the way Industry 4.0 may influence the supply chain
Sustainable supply chain has various elements which are important for the proper functioning of the overall supply chain system. Reverse logistics is one of the most essential factors which affect a sustainable supply chain management. Reverse logistics is the process of transporting products in Industry 4.0 from the point of consumption back to the point of origin (Xu and Duan, 2019). The role of reverse logistics is extremely important in utilizing the assets properly and reduces loss. Environmental, social and financial factors play a key role in the entire sustainable supply chain management system. Humanitarian logistics is another crucial factor which includes planning, implementing and controlling the efficient as well as cost effective flow of produced goods and materials from the point of origin to the point of consumption. Sustainable supply chain system also includes a closed loop supply system where forward logistics is integrated with reverse logistics in order to increase customer satisfaction and the performance of a modern company. Product development, marketing of the products, distribution of the products in the market, finance and customer satisfaction all are included in the realm of sustainable supply chain management. Strategic planning is required in order to proceed to achieve a particular goal.

Gathering reliable data and analyzing the collected data become crucial in order to avoid any sort of human error or delays in the process of production. However, it may be implied that having a proper plan will always help in identifying the issues that are out of the plan and help in resolving the issues that arise. A sustainable supply chain in Industry 4.0 depends on proper strategic planning where important information is shared at the right time with the right person. On the other hand, monitoring the various operations of the inventory also proves to be significantly beneficial where all the activities are observed on a real-time basis with utmost accuracy and care. Monitoring the operations of the inventory becomes a crucial factor for the overall performance of a modern business company. Use of latest advanced software in Industry 4.0 and technologies helps in tracking the operations of the inventory which ultimately increases the efficiency of the entire supply chain system of a company (Sahal et al., 2020).
Supply chain management 4.0 or SCM 4.0 aims at acquiring cheap labor and resources by spending less financial resources. Supply chain management is directly linked to the satisfaction of the customers as the process of production and delivery of goods is directly related to it. On the other hand, it may be mentioned that an effective and efficient supply chain management helps in gaining competitive advantage in today’s highly competitive business world. Supply chain management is responsible for the movement of raw materials and goods for production and distribution of the goods to their respective destinations. Globalization of the supply chain has made its management a more challenging task where the entire system has become complex. On a contradictory note, it may be asserted that having a perfect supply chain helps a company to avoid any sort of legal liabilities and reduces the chances of affecting a company’s reputation in the market. Reputational risk in Industry 4.0 has become an important factor in today’s modern business world where maintaining a good reputation is the focus of all the companies (Frank et al., 2019).
Qualitative improvements of products and services also depend to a great extent on the role of supply chain management 4.0 in a modern business. SCM 4.0 managers constantly check the quality of products and always aim at improving the quality of the products in order to offer better products to the customers. Supply chain managers always aim at reducing the production cost of the goods without reducing the quality of the products. The SCM 4.0 or Industry 4.0 system has transformed a lot with the arrival of block chain technology. In the 2000s, with the help of Information Technology, the SCM has provided a significant result which also allows an organization to develop innovative strategies to compete with others. The value capture of the SCM may depend on strategic planning through which an organization efficiently sells its products in an effective way in order to increase economic growth. Across the world, digitalization and sustainability are to be considered as two important factors within the supply chains which significantly increase by facilitating designing and planning of the products.
Discussing about the impact and influence of Industry 4.0 on the operations management of organizations
Globalization of the economy needs global presence and transparency among the working modules of every organization, SCM consists of a large part of business operation and the transparency among the various operations needs to be clear and visible. In order to deal with visibility of Industry 4.0 work function in modern day technology has a big contribution to come over the global market for business operating internationally. The Internet of Things (IoT), Machine Learning, Artificial Intelligence (AI), Robotic Process Automation (RPA), Cloud technology, Big Data, Analytics and discussion over social media are the driving force of Industry 4.0 to grow in this tough competitive business era (Castelo et al., 2019). Additionally, Supply Chain Management deals with various aspects of business starting from the resourcing of raw materials, coordination among the suppliers, manufacturing and processing of product and finally deliver it to the doorstep of consumer and all these hectic work combination needs a chain of time cycle where technology were collecting input and providing update time to time in the official website of the product or organization.
Through the Internet it is only possible to track and communicate the development of product details, sales in ecommerce platforms and many more things to achieve a double-digit growth. Machine learning helps to reduce the workload by automatically doing the procedural job through machines and reduces the manufacturing time. RPA may help in risky jobs where human life is at risk and robots may do the work within no time and helps Industry 4.0 to store and classify the product more successfully. Specifically, with the help of Artificial intelligence, Big data, and cloud technology organizations can track every minute of transactions and create a larger data pool for further assistance in customer service which will provide better job-oriented results to the business. Automation and analytics may help in logistics issues where it will distribute the products to warehouses and base stores with the help of automated data and RPA. Use of technology will provide quality management in respect to the firm Industry 4.0 which looks after all details through technology and makes it more accountable and objective to the business purposes (Lee et al., 2019).
In addition to that, Covid-19 pandemic forced the business in its corner and through the use of emerging technology it made possible to gain a foot in the market. Big data and cloud technology may help to gather data about customer choice of interest and through the use of analytics Industry 4.0 came in handy to deliver the customer satisfaction properly. In the context of globalization and tough competition and complexity of the product and market demand compelled the organization to come up with technological innovation for a change and steady development of business. On the other hand, use of technology is less costly and generates risk free business and propagates the business area internationally and all for the sake of revenue which enhances the Industry 4.0 credibility over the market. 3D printing allows the company to localize the production of goods and cut the transportation cost coming closer to the customer to maximize the turnover. Use of technology thus helps to acknowledge the customer requirement, traffic in the area, weather, which may upheaval the veil from traditional Industry 4.0 practices (Kliestik et al., 2020). Therefore, technology is playing its role positively to overcome the geographical limit of the business and making Industry 4.0 is an accountable, reliable and adaptable process to grow along with the organisational profit. Though technology remains the backbone of modern business, it has to deal with cyber security issues, thus multi layered security is also implemented to deal with theft and corrupt use.
One of the main objectives of a modern organization is to reduce the operating cost of a company while an uninterrupted Industry 4.0 is always helpful to reduce the operating cost of the company. Moreover, a firm also improves on implementing innovative technology in the Industry 4.0 as the traditional concept of Industry 4.0 is not suitable for the growth of the modern organization. Additionally, many companies are also looking for supply chain integration while if Industry 4.0 of an organization integrates with information technology then it may improve the performance of an organization. The main role of the Industry 4.0 of the company is to select proper raw material suppliers and process the raw materials in the production unit of the company and then supply the products to the end users. Furthermore, if somehow the Industry 4.0 of a company was disrupted then it will be extremely difficult to deliver the products to the customers. On the other hand, purchasing raw material is one of the most important functions of the Industry 4.0 of a company as the main target of a company is to purchase raw material at a cheap price (Qi and Tao, 2018).
Furthermore, this is one of the most prime roles of the Industry 4.0 of a company even though if a firm has taken a wrong decision in purchasing then it may hamper the entire Industry 4.0. It has been observed that the Industry 4.0 of a company is connected with several operations such as demand forecasting and planning as an improved Industry 4.0 is always useful to manage all operations in a fruitful way. On a specific note, the Industry 4.0 of a company is also related to the demand management of a company which helps understand the demand level of the customers. It needs to be opined that one of the main roles of the Industry 4.0 of a company is to deliver the final product to the end customers during rough times. In addition to that, it is one of the biggest responsibilities of the management if a company is to select an appropriate raw material supplier or else the whole Industry 4.0 of the company will be hampered (Raj et al., 2020).
Evaluating the way Industry 4.0 may influence organizations
The Network theory (NT) suggests a wide range of inter-organizational interaction through which the partner’s professional relationship in the Industry 4.0 system has been recognized. In addition to that, NT plays a significant role in establishing professional relationships which are planning to build cooperative relationships to expand the business globally. By utilizing a network approach, an organization may design their supply chains related to the Industry 4.0, therefore, the organizational management gets benefits similar to strong ties to build reliability regarding the work activities and weak ties to create flexibility to manage their responsiveness. It is important to note that the implication of the NT in Industry 4.0 needs to incorporate supply chain innovations by illustrating network-wide knowledge-sharing mechanisms and management for competing with the competing market. Moreover, it may be stated that coordination and resource accession are to be considered as key triggers in establishing inter-organizational relationships which definitely provide a significant result in a turbulent business environment. Although the inter-organizational network may help to expand the business with the help of delivering the products through the Industry 4.0 system, inter-organizational relationships may depend on effective communication among the stakeholders (Santos et al., 2017).
Industry 4.0 is an integral part of the business and it is essential to customer satisfaction and company’s success through which the company may achieve the ultimate goals with the help of effective Industry 4.0. in regards to Industry 4.0, globalization defines a process in which the company’s business may operate on an international scale. In addition to that, globalization has provided an opportunity to the company to reach new customers globally in new markets which upset the way to need to operate to be successful by the manufacturers. On the other hand, it may be argued that exposure to a new market signifies exposure to the greater risks associated with business-related activities and the company has to handle all these risks significantly. Apart from this, globalization clarifies communication between external and internal stakeholders, therefore, it makes an easier pathway for the company to reach new customers and new markets. Globalization may help to expand sourcing opportunities for the company to secure a diverse selection of materials, employees and products from different places as well as through sourcing opportunities, globalization enhances the range of services and products that the company may provide for the clients.
The globalization of Industry 4.0 is defined as the collection and accumulation of resources from the global market for services and goods on which the product manufacture is dependent. On a broader note, Industry 4.0 on a global scale is concentrated on global efficiencies and exploitation to deliver the products to the customers which helps the company to compete with their competitors. Globalization has provided opportunities to save money on labor and raw materials, transportation through which globalization impacts positively on the revenues in order to achieve the company’s success. Globalization and Industry 4.0 are interrelated in that globalization provides access to new sources of procurement and new customers through which the company definitely provides significant results. In addition to that, the economic aspect of globalization has reflected income flows and investment regarding the Gross Domestic Product (GDP) which signifies that globalization has a positive impact on a country’s economic development. More specifically, it may be argued that globalization has created both risks and opportunities for the company as the expanded economic environment has provided more customers in the global market as well as it also increased competitors’ number (Yan et al., 2017).
Analysing the influence of Industry 4.0 on the people of the companies
Industry 4.0 and more specifically the advancement in technology has brought revolutionary changes in every sector of the business world and along with that, it has had relevant impacts on people’s lives as well. People’s daily lives have been impacted a lot by the advancement in technology to a large extent and with that the organizations and the people working within it have also experienced the benefits of it too. It needs to be mentioned that with the implementation and integration of technological advancements within organizations, the jobs of workers have become easier to carry out within a less time duration. The work that people within organizations used to do manually and physically has now been replaced with machines having the potential to automatically perform a certain job. The influence and impact of the 4th industrial revolution has also helped people to make extremely less to no mistakes in an individual’s jobs, since modern technologies are now capable of detecting any error before it even occurs.
Furthermore, people have now been able to make more efficient decisions that are based on real time data and that has enhanced the decision- making capabilities of people within organizations even more. Technology, such as big data analytics and Internet of Things (IoT) are able to provide information based on real time data and that has proven to be extremely helpful in taking the most effective decisions for people within an organization. Big data analysis has the capability of identifying a great volume of unstructured data by extracting those from various sources and significant insights may also be generated that help businesses to transform their operations and gain competitive advantage (Mikalefet al., 2019). Therefore, it may be stated that having the opportunity to acquire such data generated insights are extremely relevant for organizations and its people that operate within an intensive business environment (Refer to Appendix 1). On the other hand, especially in relation to Supply Chain Management it has been extremely helpful for people working in companies to keep track of all the shipments, transportation and inventory management as well.
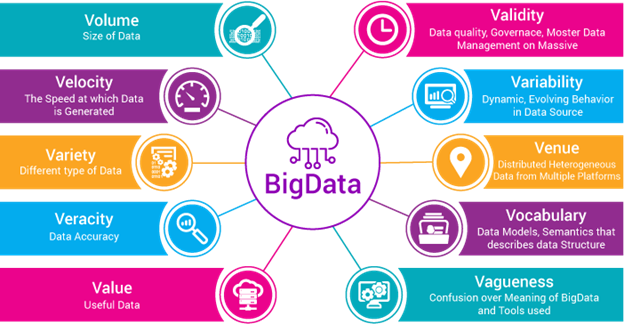
(Source: Mikalefet al., 2019)
Apart from the people working in an organization, the customers and clients of a given company are able to get more personalized products and services that meet individual demand with the introduction of Industry 4.0. Additionally, Industry 4.0 has also helped people and employees working within an organization to communicate in a more efficient manner, since Information Technology (IT), Artificial Intelligence (AI) have made virtual communication easier to conduct as well. However, it also needs to be mentioned that the introduction of Industry 4.0 has replaced humans and taken people’s jobs to a large extent and resulted in many individuals facing the crisis of job loss. Lastly, in accordance with research, it may be mentioned that the impact industry 4.0 has on employees is quite significant and various changes are prevalent in multiple categories associated with the works of humans (Ejsmont, 2021).
Conclusion and recommendations
From the above discussions, it may be concluded that Industry 4.0 has the great responsibility in business operation and marketing which spans from collecting raw material to the delivery of finished goods at consumer hand. Industry 4.0 has to work accordingly with the business flow and market demand where there are many theories and aspects to organize a good Industry 4.0 for the profitability of business. The recommendations for the improvements may include optimising various security systems involved in Industry 4.0, regularly training the staff on latest developments, updating the robots and database systems and arranging large amounts of data which is generated from internet operations.
References
Castelo-Branco, I., Cruz-Jesus, F. and Oliveira, T., 2019. Assessing Industry 4.0 readiness in manufacturing: Evidence for the European Union. Computers in Industry, 107, pp.22-32.
Ejsmont, K., 2021. The Impact of Industry 4.0 on Employees—Insights from Australia. Sustainability, 13(6), p.3095.
Frank, A.G., Dalenogare, L.S. and Ayala, N.F., 2019. Industry 4.0 technologies: Implementation patterns in manufacturing companies. International Journal of Production Economics, 210, pp.15-26.
Kliestik, T., Nica, E., Musa, H., Poliak, M. and Mihai, E.A., 2020. Networked, smart, and responsive devices in industry 4.0 manufacturing systems. Economics, Management and Financial Markets, 15(3), pp.23-29.
Lee, J., Azamfar, M. and Singh, J., 2019. A blockchain enabled Cyber-Physical System architecture for Industry 4.0 manufacturing systems. Manufacturing letters, 20, pp.34-39.
Mikalef, P., Boura, M., Lekakos, G. and Krogstie, J., 2019. Big data analytics and firm performance: Findings from a mixed-method approach. Journal of Business Research, 98, pp.261-276.
Qi, Q. and Tao, F., 2018. Digital twin and big data towards smart manufacturing and industry 4.0: 360 degree comparison. Ieee Access, 6, pp.3585-3593.
Raj, A., Dwivedi, G., Sharma, A., de Sousa Jabbour, A.B.L. and Rajak, S., 2020. Barriers to the adoption of industry 4.0 technologies in the manufacturing sector: An inter-country comparative perspective. International Journal of Production Economics, 224, p.107546.
Sahal, R., Breslin, J.G. and Ali, M.I., 2020. Big data and stream processing platforms for Industry 4.0 requirements mapping for a predictive maintenance use case. Journal of Manufacturing Systems, 54, pp.138-151.
Santos, M.Y., e Sá, J.O., Andrade, C., Lima, F.V., Costa, E., Costa, C., Martinho, B. and Galvão, J., 2017. A big data system supporting bosch braga industry 4.0 strategy. International Journal of Information Management, 37(6), pp.750-760.
Xu, L.D. and Duan, L., 2019. Big data for cyber physical systems in industry 4.0: a survey. Enterprise Information Systems, 13(2), pp.148-169.
Yan, J., Meng, Y., Lu, L. and Li, L., 2017. Industrial big data in an industry 4.0 environment: Challenges, schemes, and applications for predictive maintenance. IEEE Access, 5, pp.23484-23491.
………………………………………………………………………………………………………………………..
Know more about UniqueSubmission’s other writing services:
Assignment Writing Help
Essay Writing Help
Dissertation Writing Help
Case Studies Writing Help
MYOB Perdisco Assignment Help
Presentation Assignment Help
Proofreading & Editing Help
